Spojovací materiál patří k obecným základním dílům, obvykle také nazývaným "normované díly".U některých spojovacích prvků s vysokou pevností a přesností je povrchová úprava ještě důležitější než tepelná úprava.Všechny druhy spojovacích prvků používaných ve velkém počtu mechanických zařízení, téměř všechny je třeba smontovat po povrchové úpravě, aby se dosáhlo antikorozní ochrany, dekorace, odolnosti proti opotřebení, snížení koeficientu tření a dalších účinků, a anorganická povrchová úprava elektrogalvanizace a žárové zinkování technologie katodové ochrany.
Principem elektrogalvanizace ocelových spojovacích výrobků je použití elektrolýzy, vytvoření stejnoměrné, husté, dobře kombinované vrstvy nanášení kovu nebo slitiny na povrchu obrobku, vytvoření vrstvy povlaku na povrchu oceli, za účelem dosáhnout ochrany proti korozi oceli.Elektrogalvanizovaný povlak je tedy směrový pohyb od kladné elektrody k záporné elektrodě pomocí proudu.Zn2+ v elektrolytu nukleuje, roste a ukládá se na substrát působením potenciálu za vzniku galvanizované vrstvy.V tomto procesu nedochází k difúznímu procesu mezi zinkem a železem.Z mikroskopického pozorování se musí jednat o čistou zinkovou vrstvu.V podstatě žárově zinkovaná vrstva slitiny železa a zinku a vrstva čistého zinku a galvanizovaná pouze vrstva vrstvy čistého zinku, takže vrstva slitiny železo-zinek z povlaku je založena hlavně na identifikaci metody povlakování, vhodné pro pozinkované spojovací prvky, ocelový drát, ocelové trubky a další produkty.Metalografická metoda a metoda XRD se používají k detekci povlaku k rozlišení galvanického zinkování a žárového zinkování a poskytují vodítko pro analýzu poruch.
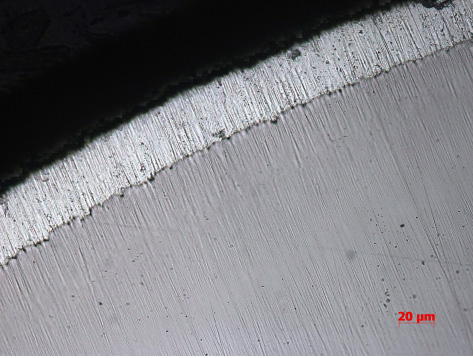
Existují dva způsoby, jak identifikovat povlaky pro galvanické zinkování a žárové zinkování.Jednou z nich je metalografická metoda: metalografická metoda není omezena rozsahem obsahu a velikostí vzorku a je vhodná pro všechny výrobky pro galvanické zinkování a žárové zinkování.Druhým je metoda rentgenové difrakce: použitelná pro průměr více než 5 mm pokovovacích šroubů a matic v šestihranné rovině;Vnější průměr je větší než 8 mm radiánových výrobků s povrchem ocelové trubky, aby bylo zajištěno, že ze vzorku lze vyrobit plochý vzorek o minimální velikosti 5 mm × 5 mm a všechny druhy potahových výrobků.Může potvrdit krystalovou strukturu povlaku s obsahem ≥5 % fáze.Vzorky s velmi silnými depozity čistého zinku nejsou vhodné pro rentgenovou difrakci.
elektrogalvanizace

žárové zinkování povlaky
Čas odeslání: 15. září 2022